


Tin tức inox Mạnh Hà
Độ Nhám Bề Mặt Là Gì? Tiêu Chuẩn & Phương Pháp Đo
 30 Quốc Lộ 22 (ngã tư An Sương), Bà Điểm, Hóc Môn, TPHCM
30 Quốc Lộ 22 (ngã tư An Sương), Bà Điểm, Hóc Môn, TPHCM
 tonthepmanhha@gmail.com
tonthepmanhha@gmail.com





Bạn đã bao giờ tự hỏi tại sao một số bề mặt kim loại lại sáng bóng như gương, trong khi những bề mặt khác lại có vẻ thô ráp? Bí mật nằm ở một khái niệm quan trọng trong kỹ thuật gia công và sản xuất: độ nhám bề mặt. Mặc dù mắt thường có thể đánh lừa chúng ta về độ mịn màng của một chi tiết, nhưng trên thực tế, mọi bề mặt sau gia công đều tồn tại những gồ ghề, nhấp nhô ở mức độ khác nhau.
Vậy, độ nhám bề mặt là gì? Tại sao nó lại đóng vai trò then chốt trong nhiều ngành công nghiệp? Hãy cùng Inox Mạnh Hà khám phá chi tiết về độ nhám bề mặt, từ khái niệm, tiêu chuẩn quốc tế, ứng dụng đến cách lựa chọn phù hợp nhất.
Độ nhám bề mặt là thông số kỹ thuật quan trọng trong cơ khí chế tạo, dùng để đánh giá mức độ hoàn thiện của bề mặt chi tiết sau gia công. Nó thể hiện sự tồn tại của các mấp mô rất nhỏ (vết nhám) ở cấp độ vi mô mà mắt thường khó nhận thấy, dù bề mặt trông sáng bóng và nhẵn mịn. Các vết nhám này là kết quả của quá trình cắt gọt, mài, rung động máy hoặc đặc tính vật liệu.
Độ nhám bề mặt có phải là độ bóng bề mặt không? Dù đôi khi hai khái niệm này được dùng lẫn lộn, nhưng chúng khác nhau. Độ nhám tập trung vào mức độ gồ ghề vi mô, còn độ bóng liên quan đến khả năng phản xạ ánh sáng. Bề mặt nhám thấp thường bóng cao, nhưng không phải tuyệt đối. Trong kỹ thuật, độ nhám bề mặt là thuật ngữ chính xác hơn.
Bề mặt chi tiết cơ khí không bao giờ hoàn toàn phẳng ở cấp độ vi mô. Sự khác biệt về độ nhám đến từ nhiều yếu tố trong quá trình sản xuất:
| Ra (µm) | Rz (µm) | Rzjis (µm) | Ký hiệu | Chất lượng bề mặt |
| 0.025 | 0.1 | 0.1 |  |
Siêu tinh |
| 0.25 | 0.2 | 0.2 | ||
| 0.1 | 0.4 | 0.4 | ||
| 0.2 | 0.8 | 0.8 | ||
| 0.4 | 1.6 | 1.6 |  |
Tinh |
| 0.8 | 3.2 | 3.2 | ||
| 1.6 | 6.3 | 6.3 | ||
| 3.2 | 12.5 | 12.5 |  |
Bán tinh |
| 6.3 | 25 | 25 | ||
| 12.5 | 50 | 50 |  |
Thô |
| 25 | 100 | 100 |
| Phương pháp gia công | Cấp chính xác | Cấp độ bóng |
| Tiện thô, bào thô | 5 | 1-3 |
| Tiện bán tinh, bào bán tinh | 4 | 4-7 |
| Tiện tinh, bào tinh | 3 | 7-9 |
| Phay thô | 4 | 1-3 |
| Phay tinh | 3 | 4-5 |
| Khoan/khoét | 5 | 4-6 |
| Doa thô | 3 | 5-7 |
| Doa tinh | 2 | 8-9 |
| Chuốt thô | 2a | 6-8 |
| Chuốt tinh | 2 | 9-10 |
| Mài thô | 3a | 6-7 |
| Mài bán tinh | 2 | 8-9 |
| Mài tinh | 1 | 9-10 |
| Mài khôn thô | 2 | 10-12 |
| Mài khôn tinh | 1 | 13-14 |
Phương pháp đơn giản nhất: so sánh trực quan (bằng mắt thường hoặc kính lúp) với các mẫu chuẩn đã biết độ nhám. Độ chính xác cao nhất khi mẫu chuẩn và chi tiết được gia công cùng phương pháp, cùng vật liệu và cùng điều kiện ánh sáng.
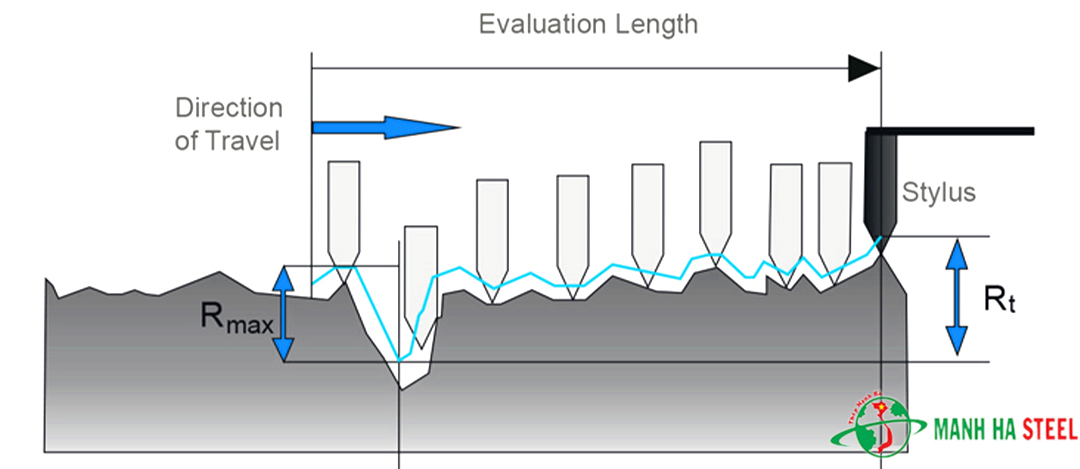
Phương pháp chính xác nhất. Đầu dò kim cương di chuyển trên bề mặt, ghi lại sự lên xuống, chuyển thành tín hiệu điện và tính toán tự động các thông số Ra, Rz… Máy hiện đại còn cung cấp báo cáo biên dạng chi tiết.
Độ nhám bề mặt là yếu tố then chốt quyết định chất lượng, hiệu suất và thẩm mỹ của sản phẩm. Việc kiểm soát chặt chẽ thông số này giúp nâng cao giá trị và tuổi thọ sản phẩm đáng kể.
CÔNG TY TNHH SẢN XUẤT TÔN THÉP MẠNH HÀ tự hào ứng dụng công nghệ sản xuất hiện đại và quy trình kiểm soát chất lượng nghiêm ngặt để mang đến các sản phẩm inox có bề mặt hoàn hảo. Các sản phẩm ống inox trang trí, hộp inox, láp inox, cuộn inox của chúng tôi đạt độ hoàn thiện tối ưu 2B/BA/No.1/No.4/HL… đáp ứng mọi tiêu chuẩn kỹ thuật và thẩm mỹ khắt khe nhất.
Nếu quý khách cần tư vấn về độ nhám bề mặt hoặc đang tìm kiếm sản phẩm inox chất lượng cao, hãy liên hệ ngay với chúng tôi:
Email: tonthepmanhha@gmail.com
Địa chỉ:
• 30 Quốc Lộ 22 (ngã tư An Sương), Bà Điểm, Hóc Môn, TP.HCM
• 550 Cộng Hoà, Phường 13, Q.Tân Bình, TP.HCM
• 561 Điện Biên Phủ, Phường 25, Q.Bình Thạnh, TP.HCM
• 39A Nguyễn Văn Bữa, Xuân Thới Sơn, H.Hóc Môn, TP.HCM
• Chi nhánh miền Bắc: Số 24-Lô D7, KĐT Mới Geleximco – Lê Trọng Tấn – Dương Nội – Hà Đông – Hà Nội
• Hệ thống 50 kho bãi ký gửi trên toàn TP.HCM và các tỉnh lân cận
Hotline 24/7:
Miền Nam:
0932.181.345 (Ms. Thúy) • 0902.774.111 (Ms. Trang) • 0933.991.222 (Ms. Xí)
0932.337.337 (Ms. Ngân) • 0917.02.03.03 (Ms. Châu) • 0789.373.666 (Ms. Tâm)
Miền Bắc:
0936.600.600 (Mr Định) • 0944.939.990 (Mr Tuấn)
Độ nhám bề mặt là thước đo mức độ gồ ghề hoặc mịn của bề mặt vật liệu. Trong sản xuất cơ khí, ô tô, hàng không và ngành thực phẩm, độ nhám ảnh hưởng trực tiếp đến hiệu suất vận hành, ma sát, độ mài mòn và khả năng liên kết của các chi tiết. Một bề mặt quá nhám có thể gây mài mòn nhanh, rò rỉ hoặc giảm hiệu quả truyền động, trong khi bề mặt quá mịn có thể ảnh hưởng đến sự bám dính sơn hoặc chất kết dính.
Các tiêu chuẩn phổ biến về độ nhám bề mặt bao gồm ISO 4287/4288, DIN 4768 và ASME B46.1. Những tiêu chuẩn này xác định các ký hiệu, phương pháp đo và các giá trị nhám cho phép của từng loại vật liệu. Chúng giúp đảm bảo sản phẩm đạt chất lượng đồng nhất, dễ kiểm soát và tương thích khi lắp ráp trong các ngành công nghiệp khác nhau.
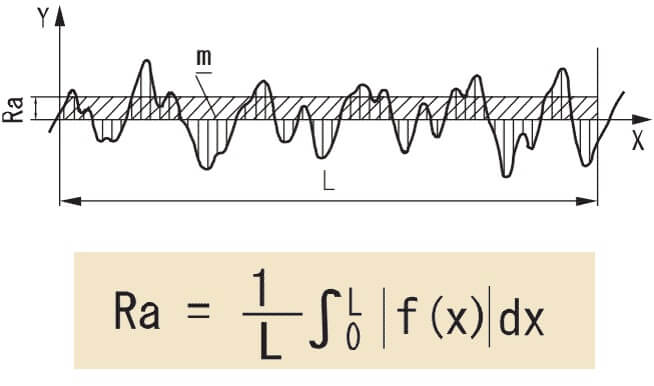
Các chỉ số phổ biến để đo độ nhám bao gồm Ra (giá trị trung bình), Rz (cao độ trung bình), Rq (độ lệch chuẩn của đường cong), và Rt (cao độ tổng). Trong đó, Ra được sử dụng phổ biến nhất vì đơn giản và phản ánh mức nhám trung bình của bề mặt, giúp dễ so sánh và kiểm soát trong sản xuất hàng loạt.
Độ nhám bề mặt có thể được đo bằng phương pháp tiếp xúc và không tiếp xúc. Phương pháp tiếp xúc sử dụng đầu đo cảm biến (profilometer) quét trên bề mặt vật liệu để ghi nhận các biến dạng. Phương pháp không tiếp xúc dùng tia laser hoặc ánh sáng trắng để quét, thích hợp với vật liệu mềm hoặc bề mặt nhạy cảm, giúp đo nhanh và chính xác mà không làm hư hại sản phẩm.
Độ nhám bề mặt ảnh hưởng trực tiếp đến hiệu suất cơ học, khả năng chống ăn mòn, khả năng bám dính và tính thẩm mỹ của sản phẩm. Ví dụ, trong cơ khí chính xác, nếu bề mặt quá nhám sẽ tăng ma sát và mài mòn, trong khi trong ngành thực phẩm hay dược phẩm, bề mặt mịn giúp dễ vệ sinh, ngăn vi khuẩn và tăng tuổi thọ thiết bị.
Việc lựa chọn độ nhám phù hợp phụ thuộc vào yêu cầu chức năng của sản phẩm, loại vật liệu và điều kiện làm việc. Đối với chi tiết chịu ma sát, độ nhám vừa phải giúp giảm mài mòn; với chi tiết cần bề mặt láng mịn, độ nhám thấp đảm bảo khả năng bám sơn hoặc phủ lớp bảo vệ. Tiêu chuẩn kỹ thuật và bản vẽ thiết kế thường cung cấp giá trị nhám yêu cầu để đạt hiệu quả tối ưu.
Các thiết bị phổ biến bao gồm profilometer dạng cầm tay hoặc để bàn, máy quét laser, máy đo độ nhám quang học và máy đo 3D. Những thiết bị này giúp kỹ sư và công nhân kiểm soát chất lượng sản phẩm theo thời gian thực, đảm bảo sản phẩm đạt tiêu chuẩn yêu cầu trước khi xuất xưởng.
Độ nhám bị ảnh hưởng bởi phương pháp gia công (tiện, phay, mài, đánh bóng), tốc độ cắt, loại dao cụ, lực cắt và vật liệu phôi. Ngoài ra, quá trình xử lý bề mặt như đánh bóng, mạ hoặc anod hóa cũng làm thay đổi độ nhám, cần được kiểm soát chặt chẽ để đảm bảo sản phẩm cuối cùng đạt yêu cầu.
Kiểm tra định kỳ giúp phát hiện sớm các sai lệch, hao mòn dụng cụ hoặc lỗi quy trình gia công. Điều này giảm rủi ro sản phẩm lỗi, tiết kiệm chi phí sửa chữa và đảm bảo chất lượng đồng nhất. Trong các ngành yêu cầu độ chính xác cao như hàng không, ô tô hay y tế, kiểm tra độ nhám là bước quan trọng trong quy trình quản lý chất lượng.
Ngành cơ khí chính xác, ô tô, hàng không, điện tử, thực phẩm và dược phẩm đều yêu cầu kiểm soát độ nhám chặt chẽ. Ví dụ, trong công nghiệp y tế, bề mặt mịn giúp ngăn vi khuẩn bám vào thiết bị; trong ngành ô tô và hàng không, bề mặt nhẵn giảm ma sát và tăng tuổi thọ chi tiết máy.




